Содержание
Принцип действия инверторного сварочного аппарата
Схема выпрямителя с транзисторным инвертором (рис. 1) наиболее удобна для объяснения процесса инвертирования. Сетевой выпрямительный блок V1 преобразует переменное напряжение сети в постоянное, которое сглаживается с помощью низкочастотного фильтра L1 — С1. Затем выпрямленное напряжение uвс преобразуется в однофазное переменное u1 высокой частоты с помощью инвертора на двух транзисторах VT1 и VT2. Далее напряжение понижается трансформатором T до u2, выпрямляется блоком вентилей V2, проходит через высокочастотный фильтр L2 — С2 и подается на дугу в виде сглаженного напряжения uв.
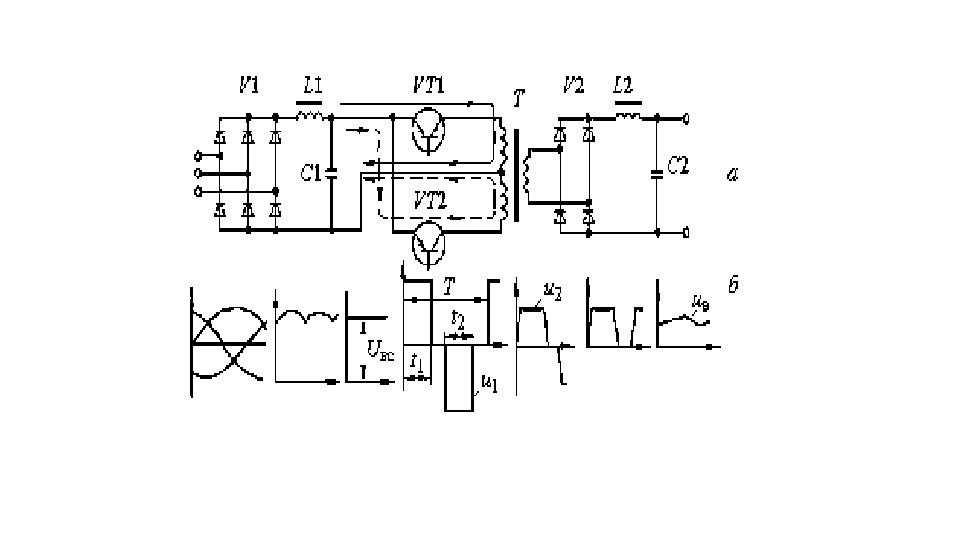
Рис. 1. Принципиальная схема (а) и осцилограммы напряжений (б) выпрямителя
с транзисторным инвертором
Инвертор — это устройство, преобразующее постоянное напряжение в высокочастотное переменное. Конвертор — устройство для понижения или увеличения постоянного напряжения с промежуточным высокочастотным звеном.
Регулирование режима сварки осуществляется несколькими способами. Например, при увеличении напряжения сетевого выпрямителя Uвс увеличивается и амплитуда высокочастотного напряжения U2 и среднее значение Uв выпрямленного напряжения.
В инверторном выпрямителе используется амплитудное, широтное и частотное регулирование режима.
Внешние характеристики инверторного выпрямителя зависят главным образом от конструктивных особенностей инвертора и трансформатора. Естественная внешняя характеристика собственно инвертора АИН почти жесткая . Но поскольку индуктивное сопротивление трансформатора Xт, пропорциональное частоте инвертирования f, велико даже при небольшом магнитном рассеянии, то характеристика выпрямителя в целом получается падающей. Обычно же внешние характеристики формируются искусственно с помощью системы управления.
В инверторном выпрямителе сравнительно легко получить ломаную внешнюю характеристику,сформированную из нескольких участков. Крутопадающий участок необходим для задания сравнительно высокого напряжения холостого хода, что полезно при зажигании дуги. Пологопадающий основной участок обеспечивает эффективное саморегулирование при механизированной сварке в углекислом газе. Вертикальный участок ограничивает сварочный ток, что предотвратит прожог при сварке тонкого металла. Последний участок задает величину тока короткого замыкания.Разумеется, положение каждого участка настраивается с помощью отдельных регуляторов. Так, при сварке в углекислом газе перемещением по вертикали участка регулируется сварочное напряжение, а при сварке покрытыми электродами перемещением участка устанавливается сила тока.
И все же инверторный выпрямитель дороже других источников, поэтому его рекомендуют использовать в тех случаях, где имеют значение малые масса и габариты — при сварке на монтаже, в быту, на ремонтных работах. В эксплуатации такой источник чрезвычайно экономичен. Его коэффициент мощности cosj близок к 1, т.к. он не потребляет реактивной мощности. Его КПД не ниже 0,7, а иногда достигает 0,9. Главный недостаток инверторного выпрямителя заключается в чрезмерной сложности устройства и связанной с этим низкой надежности и ремонтопригодности. Специфическим недостатком является также повышенный шум, издаваемый высокочастотным трансформатором, выходным фильтром и дугой. Радикальный способ борьбы с шумом заключается в повышении рабочей частоты сверх 20 кГц, что выводит акустический эффект за пределы слышимого звука. Частным недостатком выпрямителей с транзисторным инвертором является их малая мощность. Дело в том,что отечественные силовые транзисторы на ток больше 20 А пока еще не освоены серийно. Решение проблемы— в использовании не полностью управляемых силовых вентилей — тиристоров.
Выпрямитель с тиристорным инвертором
При конструировании тиристорного инвертора главная трудность заключается в необходимости выключения тиристора для прекращения каждого импульса. Как известно, тиристор, установленный в цепи постоянного тока, невозможно выключить снятием сигнала управления (если не считать специальных запираемых тиристоров). Принципиально для его выключения необходимо снизить до 0 анодный ток, а после прекращения тока некоторое время поддерживать обратное напряжение для восстановления запирающих свойств. Это возможно, если параллельно или последовательно с тиристором включить конденсатор, разрядом или зарядом которого прекращается ток в анодной цепи тиристора. Поэтому различают параллельный и последовательный тиристорные инверторы (рис.2).
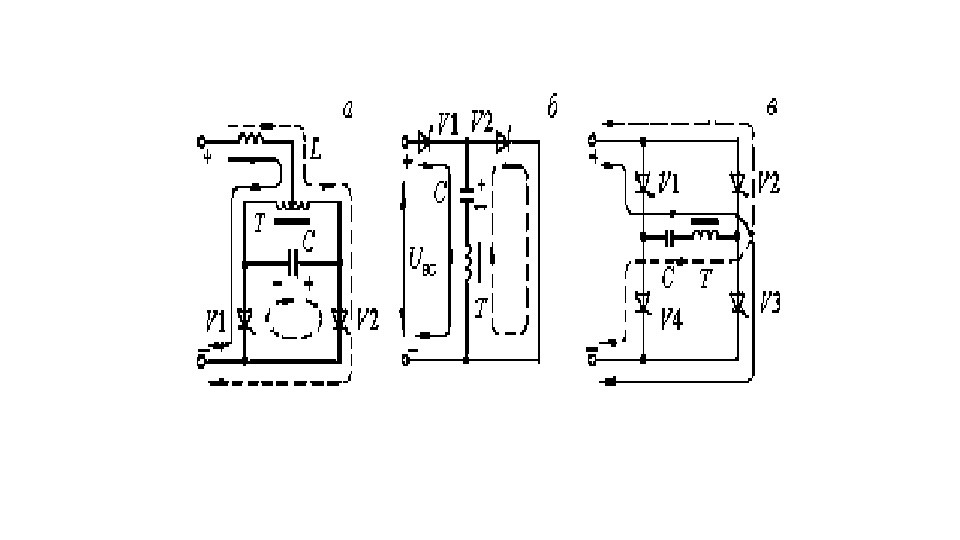
Рис. 2. Схемы тиристорных параллельных (а) и последовательных (б,в) инверторов
Резонансный последовательный инвертор, собранный по симметричной полу мостовой схеме (рис. 2), наиболее распространен. В сравнении с мостовой схемой здесь не только достигается экономия тиристоров, но и прощается система управления.
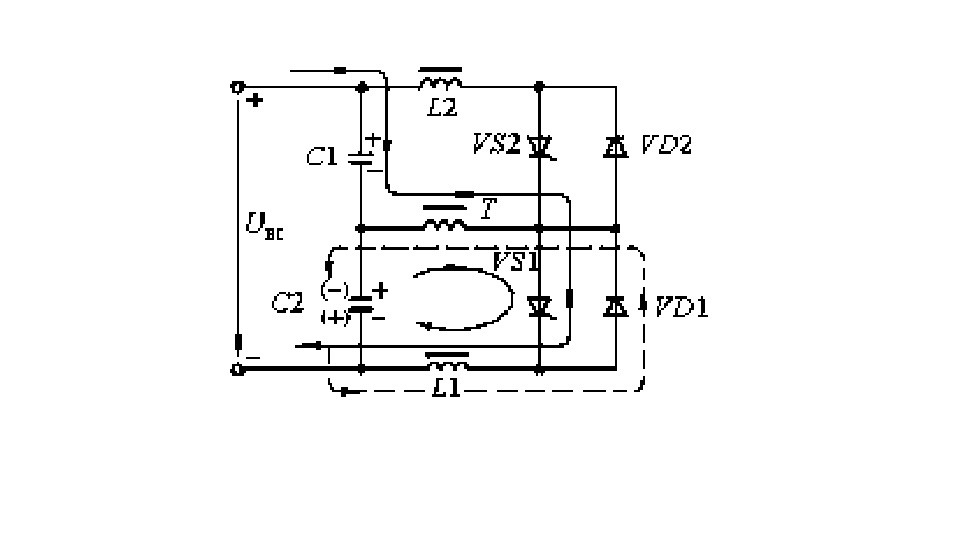
Рис. 3. Принципиальная схема резонансного
последовательного инвертора
Универсальный тиристорный выпрямитель ВДУЧ-301 У3 с последовательным резонансным инвертором (рис. 4) — одна из первых серийных отечественных конструкций.
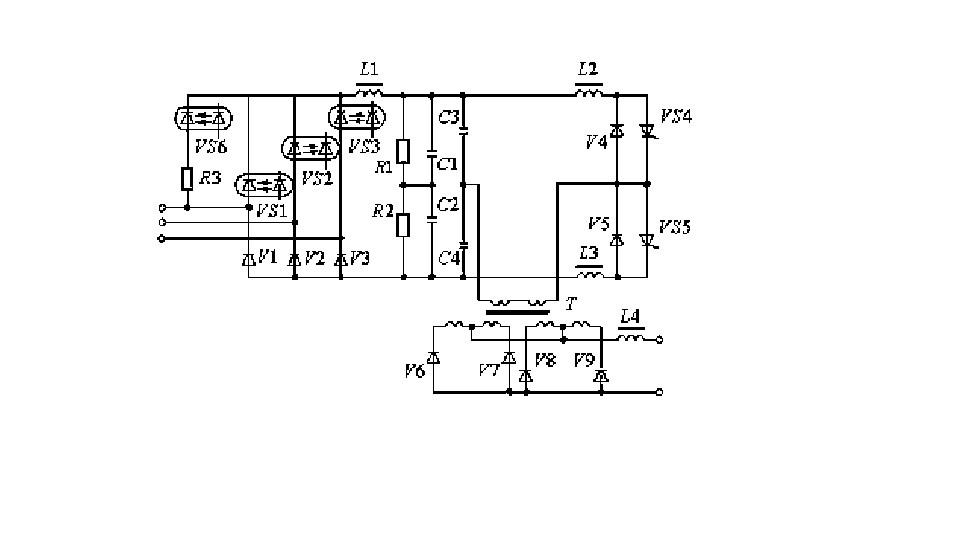
Рис. 4. Упрощённая принципиальная схема выпрямителя ВДУЧ-301 У3
Другие конструкции выпрямителей, как правило, также имеют тиристорный резонансный инвертор, собранный по симметричной полу мостовой схеме. Выпрямитель ВДЧ-122 предназначен для ручной дуговой сварки, он может использоваться для питания пульсирующей дуги. Выпрямитель ФЕБ-160 является универсальным источником,предназначенным для ручной и механизированной сварки в углекислом газе. Его схемой предусмотрена возможность питания привода шлангового аппарата, а также запуск двигателя внутреннего сгорания. Выпрямители ПИРС-160, ВДУЧ-161, ДС-250У, ВДУЧ-315, ФЕБ-350 и ПИРС-500 также являются универсальными. Выпрямители ВДУЧ-16, ДС-140 и ТИР-ВЧ-125 РС предназначены для ручной дуговой сварки, но могут использоваться и для сварки неплавящимся электродом. Источник ТИР-МАГ-500 предназначен для сварки в углекислом газе.
Высокойс тепенью совершенства обладают универсальные источники PS-2800 и PS-5000 финской фирмы «Кемппи». Они положены в основу так называемой мультисистемы, в которой на базе общего источника могут комплектоваться сварочные установки четырех разных типов. В простейшем случае один только источник используется для ручной дуговой сварки. Во втором варианте источник дополняется блоком цикла с осциллятором, а также газовой аппаратурой и горелкой для аргоно-дуговой сварки.В этом варианте, кроме постоянного тока, возможна также сварка алюминиевых сплавов знакопеременными прямоугольными импульсами регулируемой амплитуды и продолжительности. В третьем варианте установка комплектуется приводом подачи электродной проволоки и становится пригодной для механизированной сварки в защитном газе. Наконец, в четвертом варианте последняя установка дополняется блоком импульсов для сварки плавящимся электродом в инертном газе с управляемым переносом.
Выпрямитель с транзисторным инвертором
Схемное решение транзисторного инвертора проще, чем у тиристорного.
Двухтактный мостовой инвертор показан на рис. 5,а. В первом полупериоде (такте) система управления запускает транзисторы VT1 и VT4, и ток идет по первичной обмотке трансформатора в направлении, показанном тонкой линией. Во втором полупериоде путь тока через транзисторы VT2 и VT3 показан пунктирной линией.
Однотактный полумостовой инвертор на рис. 5,б приведен в составе конвертора, он имеет половинное количество транзисторов. В момент t1 при отпирании транзисторов VT1 и VT2 по первичной обмотке трансформатора идет импульс тока, показанный тонкой линией. Затем следует пауза t2 — t4, после чего в этом же направлении проходит такой же импульс тока (рис.4.17,в). Таким образом, в однотактном инверторе ток оказывается переменным только по величине, но не по направлению. Недостатком такой схемы являются значительные перенапряжения на транзисторах в момент их выключения. Этот дефект устраняется при установке диодов VD1, VD2. С момента t2 выключения транзисторов энергия, запасенная в индуктивности первичной цепи, возвращается в сеть. При этом по первичной обмотке через диоды по пути, показанному пунктирной линией, идет ток, постепенно снижаясь к моменту t3.
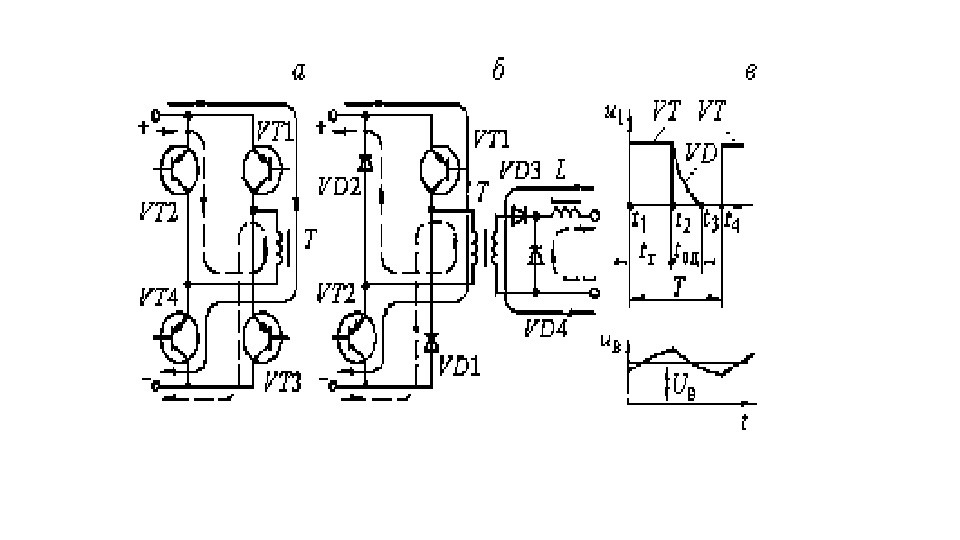
Рис. 5. Схемы транзисторных инверторов
Инверторный выпрямитель LHL-315 шведской фирмы «ЭСАБ» показан на рис. 6.
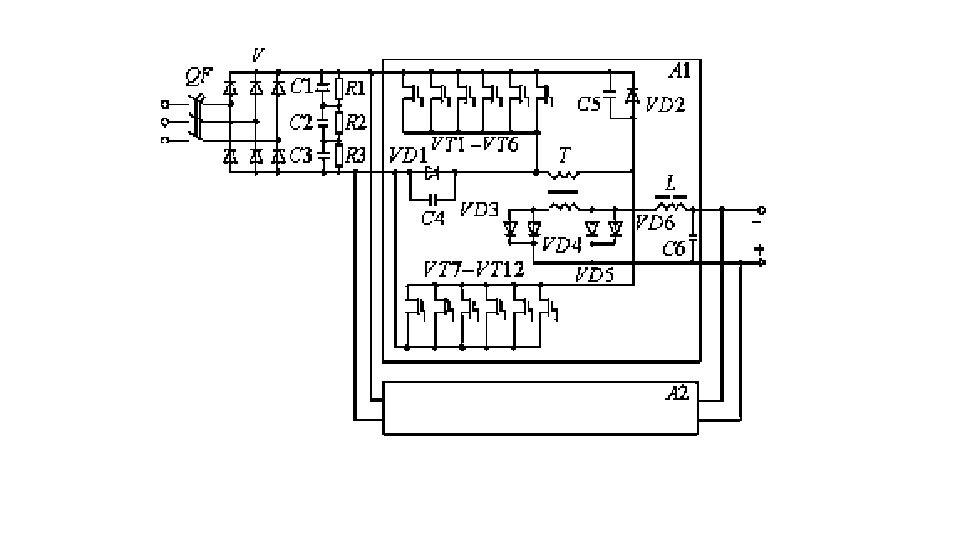
Рис. 6. Упрощённая принципиальная схема выпрямителя LHL-315
Выпрямитель предназначен для ручной сварки покрытыми электродами и имеет крутопадающую внешнюю характеристику, сформированную системой управления. Подобным же образом, но только с одним однотактным инвертором выполнен портативный выпрямитель «Кэдди». Самая малая его модификация на 130 А имеет массу 8 кг и переносится, как сумка, на ремне.
Последние разработки в области транзисторных инверторов представлены конструкцией выпрямителя LUC-500 той же фирмы «ЭСАБ». Он является универсальным, т.е. пригодным как для ручной дуговой сварки, так и механизированной в защитных газах, в том числе импульсно-дуговой. В нем используется инвертор с частотой 48кГц на мощных МОП- транзисторах. Источник снабжен микропроцессорным устройством«Аристо», реализующим принцип синергетического управления, т.е. автоматической настройки режима по математической модели.
ВыпрямительTS-330 «Транссинергик» австрийской фирмы «Фрониус» с транзисторным инвертором на 60 кГц также является универсальным синергетическим источником. Установка режима выполняется с помощью регуляторов, на которых указаны марка свариваемого металла и диаметр электродной проволоки. В памяти машины содержатся 18 стандартных программ и до 32 подобранных сварщиком. Предоставлен и широкий выбор вариантов программного управления.Эта же фирма выпускает компактный источник TP-200 «Транспокет» для ручной дуговой сварки с транзисторным инвертором с частотой 30 кГц.
Хорошими сварочными свойствами обладает также легкий инверторный выпрямитель«Мастер-3500» фирмы «Кемппи», предназначенный для ремонтных и монтажных работ с использованием покрытых электродов. В нем используются биполярные транзисторы с улучшенным охлаждением, что существенно повышает их нагрузочную способность и надежность.
Из отечественных источников с транзисторным инвертором следует отметить выпрямители ДС140.3 и ДС250.3.Последний собран по однотактной полумостовой схеме с широтно-импульсным регулированием и предназначен для ручной дуговой сварки, в том числе на импульсном режиме. Он имеет кроме плавного регулирования сварочного тока еще и независимую настройку тока короткого замыкания.Предусмотрено также форсирование режима при зажигании дуги и снижение напряжения холостого хода до безопасного значения.






