Присадочный (дополнительный) металл обычно требуется для получения шва с необходимыми геометрическими размерами, так как в большинстве случаев расплавление только кромок основного металла не обеспечивает получение выпуклости шва и заполнение зазора и разделки кромок (если она есть). Если дополнительный металл в процессе сварки расплавляется в виде сварочной (электродной) проволоки, стержней и т.д., включенных в сварочную цепь, он обычно называется электродным, а если он не включен в сварочную цепь, — присадочным.
Закристаллизовавшийся металл шва состоит из смешанных в жидком состоянии (в сварочной ванне) расплавленных основного и присадочного металлов. Поэтому доли их участия определяют по исходной конфигурации кромок до расплавления и конечным геометрическим размерам шва.
Площадь поперечного сечения шва
Fш=Fпр + Fн,
где Fпр иFн — соответственно площади поперечного сечения расплавленных основного и дополнительного металлов, см2; Fн обычно называют площадью поперечного сечения наплавленного металла.
Доля участия основного металла в формировании шва определяется отношением (рис. 1, а)
γ0=Fпр/(Fпр+Fн)
Соответственно доля участия наплавленного металла в образовании шва
γн=Fн/(Fпр+Fн)
При этом γ0+γн=1,а γн=1-γ0. Величины Fпр и Fн, γни γ0 непосредственно зависят от метода и режима сварки, формы подготовки кромок и определяются экспериментально или расчетом по эмпирическим формулам либо графикам.
Содержание рассматриваемого элемента в металле шва определяется на основании правила смешения по формуле:
[X]ш = γ0[X]о.м. + (1-γ0) [X]э ± ΔХ,
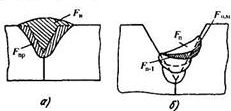
Рисунок 1. Определение доли участия металла в формировании шва
где [X]ш,[X]о.м., [X]э — концентрация рассматриваемого элемента соответственно в металле однослойного шва, основном и электродном металлах; ΔХ- обобщенное изменение данного элемента в составе основного и электродного металлов вследствие металлургических взаимодействий или неизбежного взаимодействия расплавленного металла с окружающей средой — газами и шлаками.
При многослойной сварке, когда последующий валик (рис. 1, б) накладывают в разделке на основной металл (Fо.м.)и предыдущий валик (Fn-1), их долю в образовании металла n-го валика также следует учитывать. В этом случае площадь поперечного сечения шва
Fш=Fо.м.+Fn-1+Fн
Соответственно доли участия каждого компонента в формировании шва
γо.м. = Fо.м. / Fш;
γn-1 = Fn-1 / Fш;
γн = Fн / Fш;
Если свариваются разнородные металлы, значительно различающиеся по химическому составу, участие их в формировании шва учитывается следующим образом:
Fо.м. = Fо.м.1 + Fо.м.2;
Fш = Fо.м.1 + Fо.м.2 + Fn-1 + Fн.
Соответственно доля их участия в формировании шва
γо.м.1 = Fо.м.1 / Fш;
γо.м.2 = Fо.м.2 / Fш.
Содержание рассматриваемого элемента в металле n-го шва
[X]nш = γо.м. [X]о.м. + γn-1 [X]n-1 + (1-γо.м.-γn-1) [X]э ± ΔХ