Содержание

Типы источников сварочного тока
Источник питания входит в состав любой установки для дуговой и электрошлаковой сварки. Он снабжает дугу или электрошлаковый процесс электрической энергией необходимых параметров. При дуговой сварке применяются токи от 1 до 3000 А при напряжении 40-141 В. Сварка может выполняться на постоянном и переменном токе, как при непрерывной, так и при импульсной подаче энергии.
В зависимости от вида энергии и характера ее преобразования различают следующие типы источников питания:
- трансформатор – понижает переменное напряжение сети до необходимого при сварке;
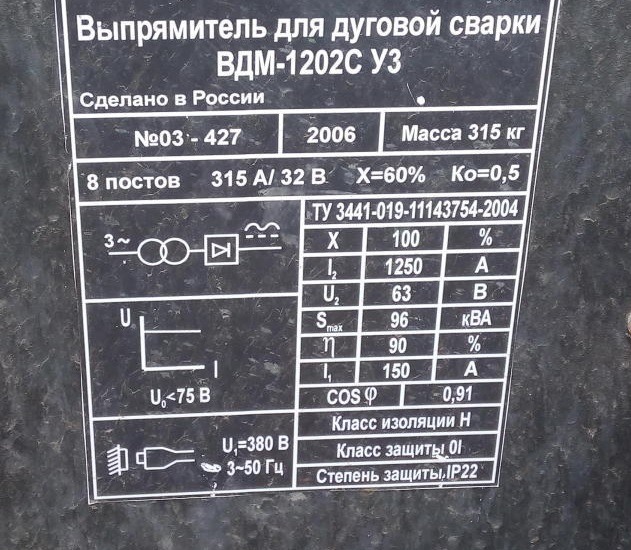
- выпрямитель – преобразует энергию сетевого переменного тока в энергию постоянного сварочного тока;
- генератор – преобразует механическую энергию вращения его вала в электрическую энергию постоянного тока;
- преобразователь – является комбинацией трехфазного асинхронного двигателя переменного тока и сварочного генератора и, следовательно,преобразует сетевую энергию в используемую для сварки энергию постоянного тока;
- агрегат – состоит из двигателя внутреннего сгорания и генератора постоянного тока, в нем для получения сварочного тока используется химическая энергия сгорания жидкого топлива.
Источники питания сварочной ток классифицируют последующим признакам :
- роду тока — источники переменного(сварочные трансформаторы) и постоянного тока (преобразователи, агрегаты и выпрямители);
- внешней характеристике — источники с круто подающими, жесткими, возрастающими и смешанными вольт-амперными характеристиками;
- количеству одновременно питаемых постов— источники однопостовые и многопостовые;
- характеру привода — источники с электрическим приводом и с независимым приводом (от двигателя внутренне госгорания);
- особенности горения дуги — источники для сварки свободно горящей дугой и сжатой;
- способу установки и монтажа —стационарные и передвижные;
- принципу действия и конструктивному оформлению — сварочные трансформаторы с нормальным магнитным рассеянием (с отдельной реактивной катушкой и на общем сердечнике), увеличенным магнитным рассеянием (с подвижным магнитным шунтом и подвижными обмотками); сварочные выпрямители с кремниевыми или селеновыми вентилями; преобразователи с независимой намагничивающей и последовательной размагничивающей обмотками, расщепленными полюсами; агрегаты — генераторы с двигателями внутреннего сгорания (бензиновые карбюраторного типа и дизельные);
- назначению — источники питания для ручной дуговой сварки, автоматической и полуавтоматической сварки под флюсом,сварки в защитных газах, плазменной резки и сварки, электрошлаковой сварки и источники питания током специального назначения (для трехфазной сварки, многодуговая).
Обозначение сварочных аппаратов
Единая структура обозначения электросварочного оборудования. Обозначение электросварочного оборудования, состоит из буквенной и цифровой части:
- первая буква — тип изделия (В —выпрямитель, Т — трансформатор, Г — генератор, У — установка),
- вторая буква — вид сварки (Д —дуговая, П — плазменная),
- третья — способ сварки (Г — в защитных газах, Ф — под флюсом, У — универсальные источники), отсутствие третьей буквы обозначает ручную дуговую сварку штучными электродами,
- четвертая буква — назначение источника (М — для многопостовой сварки, И — импульсной сварки).
- две или одна цифра после букв —номинальный сварочный ток в сотнях ампер,
- две последующие цифры —регистрационный номер изделия,
- следующие буквы — климатическое исполнение (Т — для эксплуатации в странах с тропическим климатом, У — в районах с умеренным климатом, ХЛ — холодным климатом),
- следующая цифра — категория размещения (1 — на открытой площадке, 2 — прицепы, кузова автомобилей, 3 —помещения с естественной вентиляцией, 4 — с отоплением и принудительной вентиляцией, 5 — повышенной влажностью).
Пример, источники питания ВДГМ-1601Т2, получим: выпрямитель для дуговой сварки в защитных газах, много постовой, на ток 1600 А, регистрационный номер изделия 01, для работы в странах с тропическим климатом, категория размещения — 2.
Расшифровка функций сварочных аппаратов
ANTI STICK – Антизалипание. Предотвращает залипания электрода. Обеспечивает автоматическое понижение сварочного тока, после чего электрод легко отделяется от объекта сварки, а сварочный аппарат затем восстанавливает начальные режимы сварки.
ARC POWER – Поддерживает горение дуги, и предотвращает разбрызгивание металла по рабочей поверхности.
ARC FORCE – предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла. Осуществляется повышением сварочного тока при уменьшении длины дуги.
AC WAVE – Функция предоставляет возможность регулировать скорость и глубину провара с помощью формы волны (например, синусоидальной или прямоугольной).
BALANCE – Позволяет настроить баланс полярности переменного тока, предоставляя сварщику возможность регулировать длительность баланса и, как следствие, форму и ширину сварочного шва.
BURN BACK – Отжиг проволоки. Автоматическая функция растяжки дуги. Дает максимально правильное отсоединение проволоки от сварочного шва, обеспечивая точное завершение процесса сварки и оставляя нужную длину конца проволоки для следующего этапа.
DOWN SLOPE/ Crater Arc – Режим заварки кратера. Плавный спад тока в конце сварки для получения качественного шва с оптимальным заполнением «кратера». Особенно актуально для нержавейки и алюминия.
FOCUS ARC – Сфокусированная дуга. При нажатии кнопки активации функции выбирается наиболее «короткая» дуга с максимальной стабильностью, обеспечивая глубокий провар и меньшее количество брызг.
HOT START – Горячий старт. Данная функция обеспечивает кратковременное увеличение сварочного тока в момент касания электрода с объектом сварки, что обеспечивает легкое и комфортное начало сварки.
PFC (Power Factor Correction) – Коррекция фактора мощности. Функция позволяет повысить уровень напряжения на инверторный модуль в случае необходимости, тем самым повышая мощность и производительность аппарата от существующей сети.
PRE GAS и POST GAS – Функция осуществляет начальную и конечную продувку рабочей поверхности газом. Это позволяет избежать трещин, пустот и окисления в сварочном шве.
PWS – Регулировка (переключение) полярности прямо на панели сварочного аппарата (инвертора) или с помощью пульта дистанционного управления в любой необходимый момент времени.