Содержание
Фазовое регулирование режима в тиристорном выпрямителе
Фазовое регулирование заключается в изменении угла управления тиристоров, приводящем к изменению части напряжения трансформатора, подаваемого тиристорным выпрямительным блоком на нагрузку.
Фазовое регулирование обладает всеми достоинствами электрического регулирования: компактность и высокая надежность бесконтактных органов управления, плавность и высокая кратность регулирования напряжения, простота дистанционного и программного управления.
Главный недостаток фазового регулирования заключается в значительной пульсации выпрямленного напряжения. При a>60″ в кривой выпрямленного напряжения появляются разрывы. Более того, даже в интервале 0<a<60″, не смотряна непрерывность кривой uв, кривая сварочного тока iд прерывиста, если напряжение дуги достаточно велико. Разрывы кривой тока возникают в интервалы,когда uв<Uд .
Приемы снижения пульсации напряжения и тока приведены на схемах, используемых в серийных тиристорных выпрямителях (рис. 1). Обычно с этой целью устанавливают сглаживающий дроссель L, иногда с обратным диодом VD (рис. 1,а). В те моменты, когда мгновенное значение выпрямленного напряжения уменьшается, сварочный ток поддерживается энергией, запасенной дросселем в предыдущий промежуток времени. Обратный диод особенно полезен при глубоком регулировании (a > 60″), поскольку позволяет дpосселю поддеpживать ток iд2 в моменты, когда тиpистоpы не пpопускают ток iд1. В pезультате кpивая тока сглаживается. Для пpактически полного сглаживания тока во всем интеpвале pегулиpования a от 0 до 90″ необходимо, чтобы сопротивление дросселя XL = wL было существенно выше сопротивления нагрузки — дуги (wL > 5Rд). Такой мощный дроссель слишком дорог и велик, к тому же чрезмерно замедляет переходные процессы при зажигании дуги и переносе электродного металла. Поэтому индуктивность назначают на уровне L = 0,2 — 0,5 мГн только из соображения уменьшения разбрызгивания, не стремясь к полному сглаживанию кривой тока. Обычно применяется дроссель с воздушным зазором на 2 — 3 ступени (рис. 1,б).
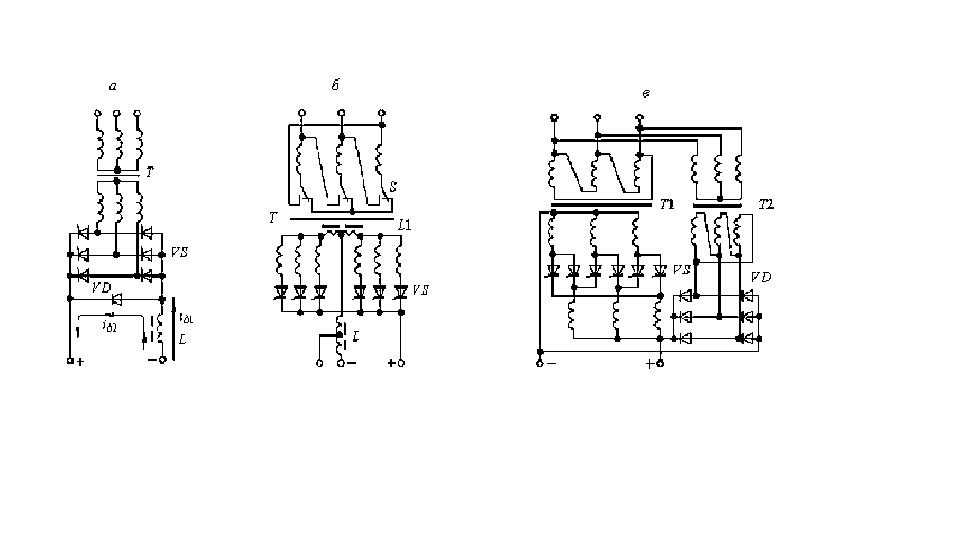
Рис. 1. Упрощённые схемы тиристорных выпрямителей:
а- с трёхфазной мостовой;
б- с шестифазной с уравнительным дросселем;
в- с кольцевой схемой выпрямления.
Для снижения пульсации напряжения разумно также ограничивать глубину фазового регулирования,например до a = 60″. Чтобы кратность регулирования напряжения при этом не снизилась, фазовое регулирование дополняют ступенчатым, например, изменяя соединение обмоток трансформатора. На рис. 4.7,б переключатель S показан в положении, обеспечивающем соединение первичных обмоток в звезду, что дает низший диапазон регулирования сварочного напряжения. При другом положении переключателя обмотки соединяются треугольником, и выпрямленное напряжение увеличивается в 1,73 раза.
Наконец, устойчивое горение дуги при глубоком фазовом регулировании достигается введением блока подпитки (рис. 1,в). Блок представляет собой вспомогательный маломощный выпрямитель, состоящий из трансформатора Т2 с увеличенным рассеянием и блока неуправляемых вентилей VD. Его ток заполняет паузы в кривой тока основного источника.
Формирование внешних характеристик в тиристорном выпрямителе
Необходимые(жесткие или крутопадающие) внешние характеристики в тиристорном выпрямителе могут быть сформированы как естественным, так и искусственным способом.
Естественные внешние характеристики имеют наклон, зависящий от сопротивления трансформатора.
Необходимый тип естественной внешней характеристики тиристорного выпрямителя задается конструкцией трансформатора. Жесткие характеристики получаются при использовании трансформатора с нормальным рассеянием, крутопадающие —трансформатора с увеличенным рассеянием.
Искусственные внешние характеристики формируются за счет обратных связей. В этом случае выпрямитель нужно представить как замкнутую систему автоматического регулирования тока или напряжения На приведенной функциональной схеме толстой линией вы-делены элементы, обязательные для любого тиристорного выпрямителя. В силовой части схемы напряжение сети преобразуется трансформатором с нормальным рассеянием и после выпрямления тиристорным блоком и сглаживания фильтром подается на дугу. В слаботочной части блок задания БЗ формирует сигнал задания тока Uзт или напряжения Uзн , а блок фазового управления БФУ передает его к тиристорному блоку, формируя импульсы управления. Для создания системы автоматического регулирования с цепями обратных связей необходимы, кроме того, датчики выпрямленного напряжения и тока, датчик сетевого напряжения, а также блок сравнения БС сигнала задания с сигналом датчика. В конкретной конструкции может быть как одна из показанных пунктирной линией обратных связей, так и несколько.
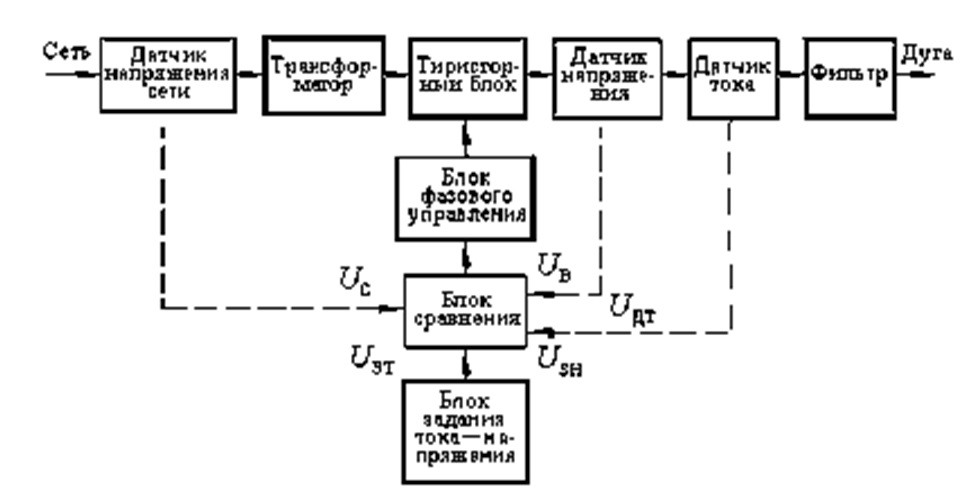
Рис. 2. Блок-схема тиристорного выпрямителя с обратными связями
Искусственные внешние характеристики в тиристорном выпрямителе получаются благодаря обратным связям по напряжению или току. Стабилизация напряжения при жестких внешних характеристиках достигается введением отрицательной обратной связи по сварочному или сетевому напряжению. Крутопадающую характеристику обеспечивает ведение отрицательной обратной связи по току.
Выпрямитель с тиристорным выпрямительным блоком
Выше было показано, что на основе одной и той же силовой части тиристорного выпрямителя с помощью слаботочных цепей управления можно сформировать и жесткие, и крутопадающие характеристики. Поэтому большинство тиристорных выпрямителей разработаны как универсальные.
Универсальный выпрямитель ВДУ-505 (рис. 3) имеет в своем составе автоматический выключатель QF, пускатель K, силовой трансформатор T, уравнительный дpоссель L1, силовой блок тиристоров V1, линейный дроссель L2, а также не показанные на схеме вентилятор и цепи управления. Силовой понижающий трансформатор имеет нормальное рассеяние, что позволяет применять его при формировании как жестких, так и крутопадающих характеристик. Силовой выпрямительный блок собран из тиристоров T-160-3 по шести фазной схеме с уравнительным дpосселем, которая обеспечивает самую низкую токовую загрузку вентилей.
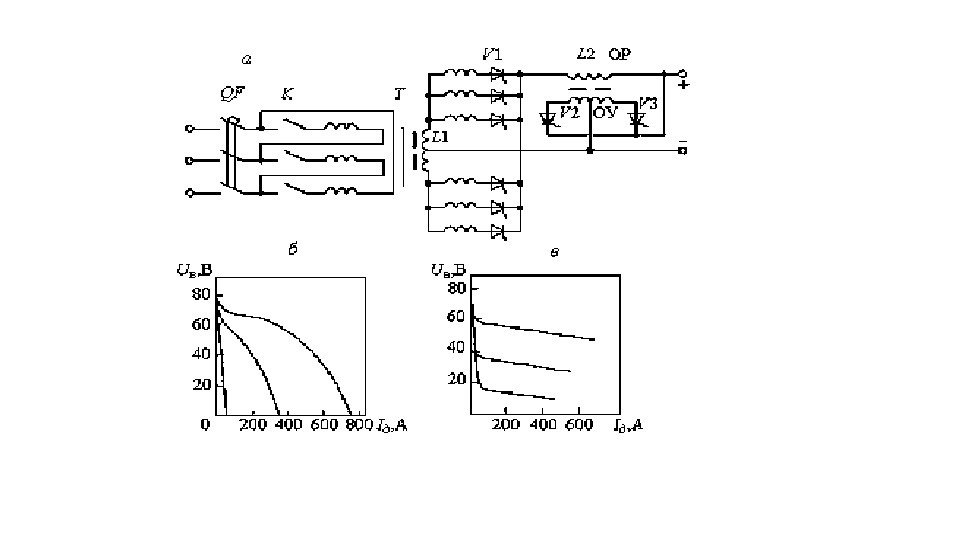
Рис. 3. Выпрямитель ВДУ-505 У3: а- упрощённая принципиальная схема;
б- падающие; в- жёсткие внешние характеристики
Линейный дроссель L2 предназначен для сглаживания выпрямленного тока, а при сварке в углекислом газе также для уменьшения разбрызгивания. При ручной сварке с крутопадающими характеристиками дроссель имеет максимальную индуктивность — 0,5мГн. При механизированной сварке в углекислом газе с жесткими характеристиками его индуктивность меняется автоматически в зависимости от режима сварки следующим образом. При низких режимах наблюдается значительная пульсация выпрямленного тока, протекающего по рабочей обмотке ОР дросселя. Поэтому в обмотке управления ОУ индуктируются большие ЭДС и ток, замыкающийся по вентилямV2, V3 и дуге. Этот ток создает с помощью обмотки управления большой магнитный поток, сильно насыщающий железо дросселя. Поэтому при низких режимах дроссель имеет малую индуктивность, при высоких — большую индуктивность.
Дроссель с управляемой индуктивностью изменяет характер переходных процессов при сварке в углекислом газе, существенно снижая разбрызгивание электродного металла.Процесс короткого замыкания каплей корректируется на всех трех этапах. В начале короткого замыкания дроссель L2 имеет максимальную индуктивность (около 0,5мГн), поэтому ток нарастает сравнительно медленно, не препятствуя слиянию капли с ванной. На втором этапе вступает в действие обмотка управления ОУ, в которойвозникает большая ЭДС, индуктированная всплеском тока в рабочей обмотке ОР. При этом тиристор V3 открывается, а V2— закрывается. Ток, протекающий по тиристоруV3 и обмотке ОУ, создает магнитный поток, насыщающий сердечник дросселя и резко снижающий его индуктивное сопротивление. Поэтому ток короткого замыкания на втором этапе нарастает быстрей, вызывая сбрасывание капли в ванну. Третий этап начинается со спада тока, который вызовет смену знака ЭДС обмотки ОУ. По этой причине закрывается тиристор V3, а V2 — открывается. При этом ЭДС обмотки ОУ будет подпитывать дугу, не допуская резкого провала сварочного тока после короткого замыкания, что способствует повышению устойчивости процесса, особенно при низких режимах.
Система управления выпрямителя, собранная на интегральных микросхемах, показана на функциональной схеме (см. рис. 2). Для получения крутопадающих характеристик (рис. 3,б) используется отрицательная обратная связь по току, одновременно с ней действует обратная связь по напряжению сети, что позволяет стабилизировать ток при колебаниях сетевого напряжения. При сварке с жесткими характеристиками (рис. 3,в) стабилизация напряжения обеспечивается обратными связями по сварочному и сетевому напряжению. Для получения небольшого заданного наклона характеристик используется также ослабленная обратная связь по току. При отсутствии сварочного тока обратная связь по сварочному напряжению отключена и тиристоры переходят к полнофазному включению (a = 0″), что обеспечивает высокое напряжение холостого хода при сварке на жестких характеристиках. В результате улучшается зажигание дуги и устойчивость при малых токах.
Другие выпрямители отличаются от ВДУ-505 конструктивным оформлением, схемой выпрямления, типом вентилей и способом сглаживания тока и напряжения. Одинаковую с ВДУ-505 схему имеют выпрямители ВДУ-506 и ВДУ-507. Ранее выпускался выпрямитель ВДУ-504 (см. рис. 1,б). В отличие от ВДУ-505 он имел два диапазона регулирования напряжения при соединении первичных обмоток в звезду или треугольник, линейный дроссель на две ступени индуктивности и схему управления на дискретных полупроводниковых элементах. Небольшие отличия имеются в конструкциях других универсальных выпрямителей. Выпрямитель ВДУ-306, кроме жесткой и крутопадающей характеристики, имеет еще и комбинированную характеристику—жесткую в диапазоне больших токов и крутопадающую (ри от -0,1 до -0,2 В/А) при малых токах. Это повышает эластичность дуги при малых токах, что особенно важно при выполнении вертикальных швов. Выпрямитель ВДГ-401 предназначен для механизированной сварки в углекислом газе и имеет только жесткие характеристики. Выпрямитель ВДУ-602 предназначен для комплектации двух режимного полуавтомата и позволяет дистанционно с пульта автомата включать тот или иной из двух заранее настроенных режимов. Выпрямитель ВДУ-1201, предназначенный для механизированной сварки в углекислом газе и под флюсом, имеет шести фазную кольцевую схему выпрямления, собранную из таблеточных тиристоров Т-500.
Технико-экономические показатели тиристорных выпрямителей лучше, чем у диодных. Так, коэффициен тполезного действия при номинальном режиме составляет около 0,7 — 0,85, а коэффициент мощности—0,6—0,65. При жестких характеристиках оба показателя выше,чем при крутопадающих. Удельный расход электроэнергии при ручной дуговой сварке составляет 4 — 5,5 кВт·ч на 1 кг расплавленного металла.
Выпрямитель с тиристорным регулятором в первичной цепи
Для выпрямителей на токи более 1000 А рациональна установка ти-ристорного регулятора в первичной цепи трансформатора подобно тому, как это было выполнено в конструкции тиристорного трансформатора. При этом снижается коммутируемый тиристорами ток, что позволяет использовать маломощные массовые тиристоры без их параллельного соединения.
Рассмотрим конструкцию мощного выпрямителя ВДУ-1604, предназначенного для механизированной сварки под флюсом и в углекислом газе.Первичные обмотки силового трансформатора T соединены треугольником, в каждую фазу включено по два тиристора, соединенных встречно-параллельно. Тиристорный блок VS используется для регулирования режима и формирования необходимой внешней характеристики. Функция выпрямления тока передана диодному блоку VD,включенному в цепь вторичных обмоток по кольцевой схеме. Кремниевые диоды изготавливают на большие токи, и их использование в мощном выпрямителе не встречает затруднений. Кольцевая схема их соединения требует сравнительно простого и экономичного трансформатора. В цепи выпрямленного тока установлен сглаживающий дроссель L из четырех секций. В диапазоне малых токов используют две последовательно соединенные секции с общей индуктивностью 0,5 мГн, при большом сварочном токе используют три параллельно соединенных секции с общей индуктивностью 0,07 мГн.
Тип внешней характеристики зависит от положения переключателя S. При первом положении в блок сравнения БС проходит только сигнал отрицательной обратной связи по току ОСТ, в этом случае формируются крутопадающие характеристики с наклоном от -0,02до -0,2 В/А. Во втором положении переключателя действуют оба сигнала обратной связи—по току ОСТ и напряжению ОСН, при этом пологопадающие внешние характеристики имеют наклон от 0,011 до-0,015 В/А. В третьем положении действует только обратная связь по напряжению,что приводит к формированию стабилизированных (жестких) характеристик с наклоном от -0,006 до -0,009 В/А. Схемой управления предусмотрено также форcирование режима в начале сварки. С этой целью зажигание дуги происходит при максимальном токе благодаря полно фазному включению тиристоров (a = 0). При появлении сварочного тока сигнал о начале сварки СНС с дросселя L поступает в блок сравнения БС, в результате чего форсирование прекращается.
В составе выпрямителя имеются также автоматический выключатель, вентилятор, приборы контроля и сигнализации. Схемой предусмотрена возможность параллельного соединения двух выпрямителей для получения тока до 3000 А с настройкой режима на одном из них.
Подобную конструкцию имеет и выпрямитель ВДУ-1202, однако в нем используется шести фазная нулевая схема соединения диодов и более простой сглаживающий дроссель.
Выпрямитель с транзисторным регулятором
Транзисторный регулятор, как правило, устанавливается в цепи постоянного, т.е. сварочного тока. Чаще всего в качестве такого регулятора используется силовой транзистор,включенный по схеме с общим эмиттером (ОЭ). При недостаточной мощности одиночного транзистора используют несколько параллельно соединенных транзисторов или транзисторных модулей, т.е. конструктивно и схемно оформленных устройств. Обычно транзистор работает в режиме ключа, т.е. при достаточной величине тока базы почти мгновенно из состояния отсечки переводится в состояние насыщения. Ключевой режим принят потому, что в отличие от режима усилителя потери энергии на транзисторе при этом минимальны, что гарантирует высокий КПДи сравнительно малый нагрев транзистора. Используются как биполярные, так и полевые транзисторы. Биполярные транзисторы имеют большую номенклатуру, лучше освоены и дешевле в производстве. Полевые МДП-транзисторы имеют больший КПД и более высокое быстродействие.
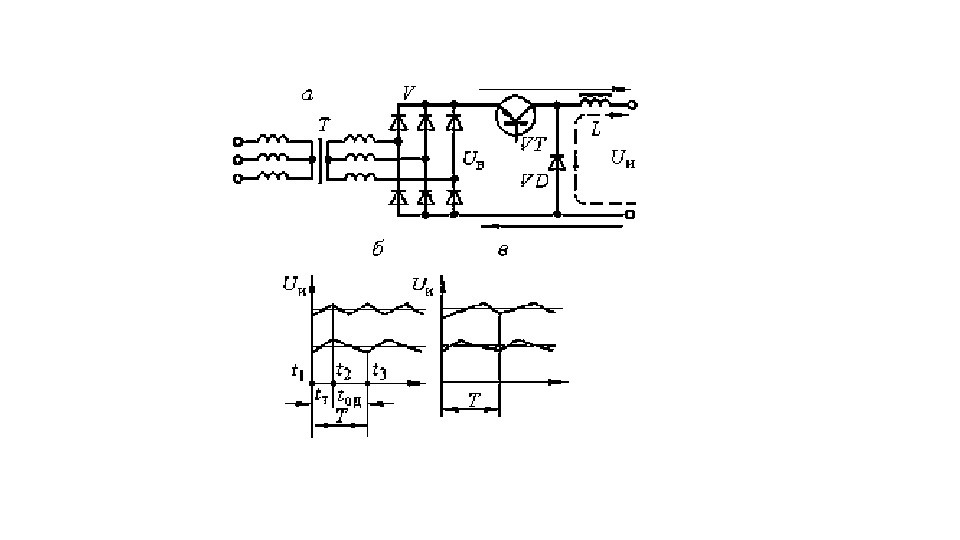
Рис. 4. Принципиальная схема (а) и осцилограммы при частотном (б)
и широтном (в) регулировании транзисторного источника
Регулирование напряжения выполняется частотно-импульсным (рис. 4,б) и широтно-импульсным (рис. 4,в) способами. Если при постоянной длительности включенного состояния транзистора tт увеличить частоту его включений (рис. 4,б), это вызовет сокращение интервала работы дросселя на разрядку tод и, следовательно, увеличение среднего напряжения на выходе источника Uи.
При широтном регулировании частота включения транзистора f, так же как и период следования импульсов T = 1 / f, остается постоянной.В этом случае при увеличении длительности включенного состояния транзистора tт напряжение источника Uи возрастает (рис.4,в).
Частотное регулирование технически проще осуществимо, при широтном регулировании меньше пульсации тока и выше быстродействие системы управления. Транзисторные источники наибольшее распространение нашли в составе установок для специальных способов сварки.