Содержание
Выбор режима ручной дуговой сварки
Под режимом сварки понимают группу контролируемых параметров, определяющих ее условия. Параметры режима сварки подразделяют на основные и дополнительные.
К основным параметрам режима ручной сварки относят Силу тока, род и полярность тока, напряжение на дуге, диаметр электрода и скорость сварки. К дополнительными параметрам, состав и толщина покрытий электрода, положение электрода и положение изделия при сварке.
Самым важным и первичным этапом в определение режимов сварки является подбор диаметра электродов. Диаметр электрода выбиратеся в зависимости от толщины металла и пространственного положения сварного шва и вида соединения. Примерное соотношение между толщиной металла S и диаметром электрода при сварке шва приведено в таблице ниже. Пространственные положение в которых можно варить электродами указана на пачке. Подробнее об обозначении характеристик электродов и их расшифровке читайте в статье Покрытые электроды, характеристики, технические требования. Классификация, маркировка ГОСТ 9466-75
Сварные шва вертикальные, горизонтальные и потолочные вне зависимости от толщины металла варят электродами диаметром как правило 3 мм максимум до 4 мм, чтобы избежать стекание жидкого металла и шлака из сварочной ванны.
Также корень шва выполняют электродами диаметром не более 3 мм, для обеспечения полного провара, а последующие слои шва выполняют электродами большего диаметра.
Настройка силы тока в зависимости от диаметра электрода
Силу сварочного тока выбирают в зависимости от марки и диаметра электрода, при этом учитывают положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла, а также температуру окружающей среды. Сварочный ток — один из главных параметров процесса сварка, от которого зависит качество и надежность полученного сварного шва. При учете всех указанных факторов необходимо стремиться работать на оптимально возможной силе тока обеспечивающем стабильный процесс сварки.
Важно: Сварочный ток и диаметр электрода взаимосвязаны.

К выбору сварочного тока нужно подходить ответственно! Неправильно выбранный сварочный ток приведет к дефектам. При слишком большой силе тока будут получать прожоги свариваемых деталей. При недостаточной силе сварочного тока металл не будет плавиться получаться непровары и несплавления.
Ничего сложного в выборе сварочного тока нет. Рекомендации по выбору силы тока можно найти на пачке с электродами или в справочниках и нормативных документах. Рекомендованные усредненные значения сварочного тока приведены в таблице ниже. В зависимости от пространственного положения сварного шва, значение силы тока необходимо корректировать, так для сварки вертикальны и потолочных швов силу тока уменьшают на 10-15%. Не следует забывать, что для этих положений сварки диаметр электрода не должен превышать 4 миллиметров. При следовании этим правилам процесс сварки будет идти стабильно и металл не будет стекать из сварочной ванны. Подробней про технику сварки в различных пространственных положениях читайте в статье:Техника ручной дуговой сварки покрытыми электродами
Напряжение сварочной дуги на аппаратах выставляется автоматически, так что этот параметр не рассматриваем
Таблица 1 — Выбор диаметра электрода при сварке стыковых соединений
| Толщина деталей, мм | 1,5-2,0 | 3,0 | 4,0-8,0 | 9,0-12,0 | 13,0-15,0 | 16,0-20,0 | более 20 |
| Диаметр электрода, мм | 1,6-2,0 | 3,0 | 4,0 | 4,0-5,0 | 4,0-5,0 | 4,0-5,0 | 4,0-5,0 |
Таблица 2 — Выбор диаметра электрода при угловых и тавровых соединений
| Катет шва, мм | 3,0 | 4,0-5,0 | 6,0-9,0 |
| Диаметр электрода, мм | 3,0 | 4,0 | 5,0 |
Силу сварочного тока определяют по формуле
Iсв = πdэ2 * j / 4,
где dэ — диаметр электрода (электродного стержня), мм;
j — допускаемая плотность тока, А/мм2.
При приближённых подсчётах величина сварочного тока может быть определена по одной из следующих формул:
Iсв=k*dэ
Iсв=k1*dэ1,5
Iсв=dэ*(k2+α*dэ)
где dэ — диаметр электрода (электродного стержня), мм;
k1, k2, α — коэффициенты, определённые опытным путём:
k1=20…25; k2=20; α=6.
Рекомендации по выбору силы тока можно найти на пачке с электродами или в справочниках и нормативных документах.
Рекомендуемые значения сварочного тока для электродов различных диаметров
| Покрытие электрода | Диаметр электрода, мм | Ток, А |
| Основное (электроды УОНИ-13/55, ЦУ-5, | 2,5 | 70-90 |
| ТМУ-21У, ТМЛ-3У, ТМЛ-1У, ЦЛ-39 и др.) | 3,0 | 90-110 |
| 4,0 | 120-170 | |
| 5,0 | 170-210 | |
| Рутиловое (электроды МР-3, ОЗС-4, АНО-6 и др.) | 2,5 | 70-90 |
| 3,0 | 90-130 | |
| 4,0 | 140-190 | |
| 5,0 | 180-230 |
Похожие записи
 Условное обозначение порошковых сварочных проволок
Условное обозначение порошковых сварочных проволок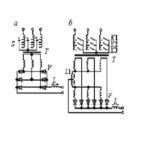 Выпрямители, управляемые трансформатором
Выпрямители, управляемые трансформатором Сварочные источники для сварки неплавящимся электродом в инертном газе
Сварочные источники для сварки неплавящимся электродом в инертном газе Характеристика и классификация разновидностей сварки
Характеристика и классификация разновидностей сварки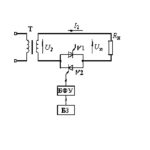 Трансформаторы с фазовым управлением
Трансформаторы с фазовым управлением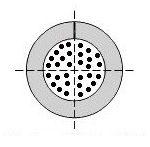 Порошковые проволоки, характеристики, основные требования
Порошковые проволоки, характеристики, основные требования
