Содержание

Сварка чугуна является сложной задачей и связана со многими техническими особенностями и сложностями. Как правило, сварка чугуна выполняется для ремонта дефектов, возникающих во время эксплуатации, и для ремонта после производства, когда дефекты были обнаружены после операций литья и последующих процессов механической обработки.
Чугун — это сплав железа с углеродом с содержанием последнего более 2%, а также фосфора и серы. Грубо говоря, чугун содержит в десять раз больше углерода, чем большинство сталей. Сплавы из чугуна могут содержать другие химические элементы, придающие желаемыми свойствами прочности, твердости и коррозионной стойкости. Обычно добавляют в чугун, хром, медь, молибден и никель.
Чугун обладает низкой пластичностью, поэтому он может треснуть из-за термических напряжений при сварке. Восприимчивость к растрескиванию зависит от типа/категории чугуна.
Виды чугуна
Существует три основных типа чугуна:
- Белый чугун.
- Серы чугун.
- Ковкий чугун.
Основное различие между различными типами чугунов заключается в форме углерода в сплаве; углерод может присутствовать в виде карбидов, свободного графит.
Белый чугун
Белый чугун образуется, когда углерод соединяется с железом, хромом, молибденом в виде карбидов и не выпадает в осадок в виде графита во время затвердевания; вот почему белый чугун прочный и хрупкий. Белый чугун не поддается сварке из-за отсутствия достаточной пластичности, которая требуется при сварке для компенсации тепловых напряжений в основном металле.
Серый чугун
Серые чугуны-это сплавы железо-углерод-кремний, содержащие несвязанный углерод в виде чешуек графита; эти сплавы железо-углерод-кремний называются серыми чугунами из-за серого цвета трещиноватых поверхностей этих сплавов. Медь, хром, молибден и никель добавляются в эти сплавы для контроля микроструктуры, а также для повышения коррозионной стойкости.
Ковкий чугун
Ковкий чугун образуется путем термической обработки белого чугуна подходящего состава, который продвигается при выполнении следующих условий
Все типы чугуна, за исключением белого чугуна, поддаются сварке, но гораздо хуже обычной стали. Сварка может выполняться с использованием различных способов.
Наиболее простые и распространённые способы дуговая и газовая сварка. Сварочными материалами являются электроды и проволока на основе железа, меди или никеля.
Дуговая сварка чугуна
При сварке чугуна выделяется большое количество вредных газов. Поэтому перед началом работы необходимо убедится в хорошей вентиляции места проведения работ.
Стоит отметить, что чугуны обладает большой жидко текучестью вертикальные и горизонтальные швы сваривать трудно, а выполнять сварку в потолочном положении невозможно.
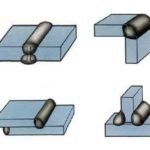
Разделка кромок чугунных деталей может быть выполнена зубилом, кислородной резкой или воздушно-дуговой резкой.
Сварку чугуна можно проводить различными способами
Холодная сварка чугуна
Самый простой способ сварки — холодной сварки чугуна электродами УОНИ-13/45 с постановкой шпилек.
Процесс сварки состоит из двух этапов: наплавка стального слоя на подготовленную чугунную поверхность и собственно соединительная сварка.
При наплавке стального слоя учесть, что во время работы не допускается чрезмерный нагрев чугунных деталей. Снижению нагрева способствует то, что при сварке применяется постоянный ток обратной полярности и небольшой силы. При значительном нагреве деталей процесс сварки следует остановит и продолжить только после остывания. Поэтому обварку шпилек кольцевыми валиками и наплавку кромки нужно проводить не подряд, а вразброс.
Режимы сварки:
|
Диаметр электрода, мм |
Сварочный ток, А |
Род тока полярность |
|
3 |
100-120 |
Постоянный ток, обратной полярности |
|
4 |
140-150 |
При следующий этапе, соединительной сварке, необходимо обратить внимание на последовательность наложения швов. При сквозном разрушении сварку выполняют от середины излома к краям, а при несквозной трещине — от ее конца к месту выхода на край изделия.
Улучшает свариваемость чугуна применение специальных медно-железных электродов ОЗЧ-1 ЦЧ-4, или использование медной проволоки в качестве присадки. Медный пруток следует располагать впереди стального электрода, а угол наклона его составлял примерно 35-45°. В процессе сварки не следует допускать натекания расплавленного металла на еще не проваренные участки шва, так как при этом возможно несплавление и образование пор в шве. Нужно обеспечить, чтобы свариваемые поверхности хорошо покрывались медью, а провар основного металла был минимальным, для этого не следует задерживаться на одном месте.
Горячая сварка чугуна
Горячей сварке чугуна состоит из нескольких операций:
— вырубки дефектного участка до неповрежденного металла и зачистки кромок от масла, грязи и других включений;
— сборка;
— нагрев;
— сварка;
— медленного охлаждения.
Предварительный подогрев применяется для предотвращения растрескивания чугунных деталей, которое вызывается большой скоростью охлаждения. Подогреваются детали в печах или с помощью пламенных горелок. Во время заварки вся разделка должна завариваться в один проход и за один нагрев изделия. По окончанию сварки деталь нужно засыпать сухим песком или покрывать асбестом. Возможно также медленное охлаждение детали вместе с печью. Оптимальный диапазон температуры предварительного подогрева при сварке чугуна 500-800 градусов Цельси.
Качество шва следует оценивать по внешнему виду, не должно быть пор, трещин и шлаковых включений.
Газовая сварка чугуна
Наплавка поверхностей и заварка трещин латунью.
Категорически запрещается сварка латунью без респираторов, так как продукты сгорания углерода и испарения цинка вредно действуют на здоровье.
Переходя к холодной сварки чугуна, следует отрегулировать пламя с избытком ацетилена, так как такое пламя необходимо для восполнения в шве выгорающего в процессе сварки углерода. Выполнять сварку окислительным пламенем запрещено так как при этом будет интенсивно выгорать марганец, кремний и углерод, что приведет к повышенной пористости.
При наплавке валика или заварке трещины, раковины и т. п. нужно не отрывая пламени горелки, вводить флюс в сварочную ванну. Это можно сделать двумя способами:
1) во время сварки пруток периодически погружается во флюс;
2) флюс подсыпается в ванну ложкой.
При горячей газовой сварке, подогрев ведется теми же способами, что и при дуговой
Дефекты завариваются чугунными прутками диаметром от 6 до 12 мм в зависимости размера дефекта. В качестве присадочного материала применяют латунную проволоку JI-62 ЛК-62-0,5. Флюсом служит прокаленная бура.
При сварке нужно следить за правильным ведением процесса лужения и нормальным расстоянием ядра пламени от ванны.
При наплавке валиков латунью, поверхность чугунной детали не расплавляется, а только нагревается до температуры плавления латуни и облуживается ей. Таким образом можно сказать, этот процесс представляет собой пайку чугуна латунью. Закономерных движений присадкой и горелкой в этом случае нет, а они приобретаются опытом в процессе работы. Лужение выполняется отдельными участками, причем при достаточном нагреве поверхности чугуна латунь должна растекаться тонким слоем. Если латунь скатывается в виде шариков, то это указывает на недостаточный прогрев детали. Нужно отметить, что сварочное пламя должно быть окислительным (с избытком кислорода до 30—40%). Кислород в этом случае создает тугоплавкую пленку окиси, что предохраняет цинк от испарения. При заварке трещин латунью нужно также облуживать кромки, и только после этого переходить к наплавке соединительного слоя. Во избежание перегрева чугуна конец ядра пламени должен находиться от поверхности металла на расстоянии 10- 15 мм.