Содержание
Классификация сварочного оборудования для сварки полиэтиленовых и полипропиленовых труб
В настоящее время принята следующая классификация по степени автоматизации сварочного оборудования
При сварке труб нагретым инструментом:
СР — стыковая сварка с ручным управлением;
ССА — стыковая сварка со средней степенью автоматизации;
СВА — стыковая сварка с высокой степенью автоматизации.
При сварке труб с использованием деталей с закладными нагревателями:
ЗНР — сварка с ручным заданием параметров;
ЗНШ — сварка в режиме штрих-кода или магнитной карты;
ЗНА — сварка с автоматической обратной связью фитинга со сварочным аппаратом;
При других способах сварки конструкций, за исключением трубопроводов систем газоснабжения:
НИР — ручная сварка нагретым инструментом независимо от типа соединения;
НИМ — механизированная сварка нагретым инструментом независимо от типа соединения;
НГР — ручная сварка нагретым газом независимо от типа соединения;
НГМ — механизированная сварка нагретым газом независимо от типа соединения;
ЭР — ручная экструзионная сварка независимо от типа соединения;
ЭМ — механизированная экструзионная сварка независимо от типа соединения.
При определении степени автоматизации применяемого сварочного оборудования рекомендуется руководствоваться следующими критериями (Комментарии НАКС):
СР — сварка с ручным управлением. Сварщик не только вручную задает и контролирует параметры режима сварки, но и многие операции, что особенно важно, съем нагревателя, выполняет вручную. При этом тепловой режим сварки в значительной степени зависит от квалификации сварщика. По этой причине такие машины не рекомендуют для сварки газопроводов;
ССА — сварка на оборудовании со средней степенью автоматизации. Параметры режима сварки контролируются и поддерживаются автоматически. Часть операций сварщик выполняет вручную;
СВА — сварка на оборудовании с высокой степенью автоматизации. Параметры режима сварки контролируются и поддерживаются автоматически. После сварки автомат выдает распечатку параметров режима сварки, фамилию или код сварщика;
ЗНР — сварка с ручным вводом параметров режима сварки. Возможны ошибки, связанные с недостаточным вниманием сварщика или сознательным изменением параметров в тех случаях, когда температура окружающего воздуха не позволяет вести процесс сварки;
ЗНШ — параметры режима сварки вводят путем считывания специальным датчиком (карандашом) штрих-кода, нанесенного на деталь с закладными нагревателями (на муфте или на отводе), параметры режима автоматически корректируются с учетом температуры окружающей среды;
ЗНА — сварка на аппаратах с обратной связью. Они сами определяют тип и особенности характеристик нагревательного элемента и устанавливают на этой основе и с учетом температуры окружающей среды параметры режима сварки. Режимы сварки документируются автоматически.
Основные требования к рабочим характеристикам машин для стыковой сварки полиэтиленовых труб:
— конструкция машины для стыковой сварки должна позволять свободно удалять нагреватель и обеспечивать сближение концов труб после нагрева без повреждения нагретых поверхностей;
— время удаления нагревателя должно составлять (3 + 0,01Dтрубы) с и быть не более 6 с для диаметров 250 мм включительно и не более 12 с для диаметров выше 250 мм;
— система центровки труб в зажимах должна обеспечивать скругляющее воздействие на трубу с тем, чтобы ее овальность не превышала 5 % толщины стенки трубы, а несовпадение концов последней не превышало 10 % ее толщины при проведении контроля на овальность;
— крепление зажимов и опорная система должны быть достаточно прочными, чтобы обеспечивать осевое выравнивание в пределах 0,2 мм по всей длине;
— несоосность труб, свободные концы которых находятся на дополнительной опоре, не должна превышать 0,5 мм;
— если нагревательный инструмент невозможно удалить во время работы силами одного человека из-за большой массы или других факторов, тогда необходимо использовать для этой цели гидравлические, пневматические или механические приспособления, являющиеся составной частью сварочной машины;
— полная тепловая мощность инструмента должна быть такой, чтобы с его помощью можно было бы выполнить удовлетворительное соединение в случае, если подача электроэнергии к нагревательному инструменту по какой-либо причине будет прекращена при уже достигнутой рабочей температуре. Если нагревательный инструмент не отвечает этим требованиям, тогда на сварочной машине должен быть предусмотрен аварийный сигнал, указывающий на отключение тока;
— нагревательный инструмент должен нагреваться электричеством. Система нагрева должна быть спроектирована так, чтобы при нормальных окружающих условиях концы труб или фитингов нагревались до рабочей температуры, которая стабильно поддерживалась в течение процесса сварки;
— система контроля температуры должна быть такова, чтобы температура контактной поверхности регулировалась в пределах ±7°С от требуемой в пределах 170-260°С при окружающих рабочих условиях (в температурный диапазон от -10 до + 40°С).
Для автоматизированных сварочных машин приведен ряд дополнительных требований к их рабочим характеристикам:
— автоматические системы для стыковой сварки (в дальнейшем — системы) должны контролировать и записывать критические параметры — последовательность фактов (событий) при выполнении каждого соединения;
— системы должны приостановить рабочий процесс, когда возникают непредусмотренные условия, и указать вероятную их причину;
— системы должны обеспечить вход и выборку идентификационных данных, таких как, например, дата, время, работа, оператор, диаметр трубы, толщина стенки или SDR, а также порядковые номера соединений;
— в машинах, предназначенных для сварки труб диаметром до 450 мм включительно, нагреватель может устанавливаться и удаляться из машины либо вручную, либо с помощью механизма с полуавтоматическим или автоматическим контролем, для сварки труб диаметром более 450 мм должно быть предусмотрено механическое удаление нагревателя;
— должен быть предусмотрен независимый контроль системы регулирования температуры, а также автоматическое отключение энергии от нагревательных элементов в случае дисбаланса между схемами регулирования и контроля;
— должны быть предусмотрены устройства отключения электроэнергии в случае повреждения одного или нескольких элементов системы.
Сварочные машины для стыковой сварки

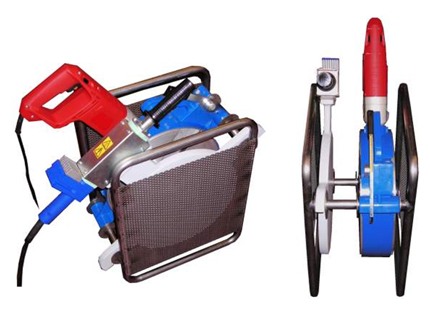
Станина (центратор):


|
— стандартные зажимные кольца из алюминиевого сплава на стальной трубчатой раме; — перемещаемый второй зажим для приварки фитингов с короткими хвостовиками; — открытая гидравлика; — приспособление для автоматического отлипания сварочного зеркала; — наклон станины под углом 450 для удобства загрузки труб. |
— стандартные зажимные кольца из алюминиевого сплава на стальной трубчатой раме; — съемный левый зажим для приварки фитингов с короткими хвостовиками; — встроенная гидравлика; — приспособление для автоматического отлипания сварочного зеркала; — наклон станины под углом 450 для удобства загрузки труб. |
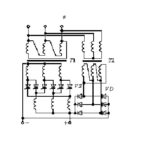
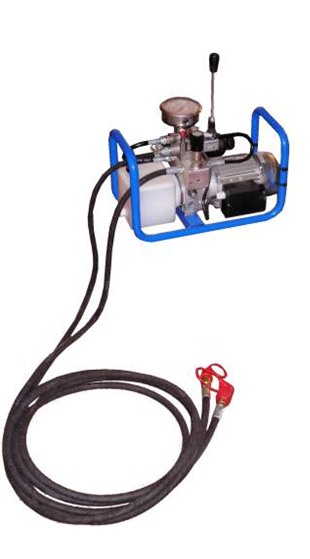
Гидростанция с блоком управления:

|
— открытая гидравлика; — управление движением станины при помощи джойстика; — шланги жестко зафиксированы с гидростанцией. |
— компактная закрытая гидравлика; — кнопочное управление; — автомат защитного выключения; — быстросъемные шланги высокого давления; — электронный регулятор температуры зеркала; — возможность подключения устройства регистрации и протоколирования данных. |
Торцеватель, нагревательное зеркало:

— защита от несанкционированного включения торцевателя.
— сварочное зеркало с высококачественным тефлоновым покрытием и дублирующим термометром;
Подготовка сварочного аппарата к сварке полиэтиленовых труб
— перед началом работы необходимо внимательно ознакомиться с инструкцией по эксплуатации аппарата;
— перед началом сварки убедиться, что топлива в генераторе достаточно для завершения сварочного цикла (для сварки в полевых условиях);
— перед началом сварочных работ рекомендуется предварительно «разогреть» аппарат, «открыв и закрыв» шасси центратора около десяти раз. Эта процедура позволит избавиться от воздуха, который мог попасть в систему гидравлики во время транспортировки, а также убедиться в исправности контрольных клапанов;
— закрепить трубы верхними половинками зажимов центратора, равномерно затянув прижимные болты;
Чрезмерное усилие при затягивании прижимных гаек для выравнивания трубы может привести к механическим повреждениям оборудования!
— подключить по инструкции все соединительные кабели и гидравлические шланги;
— включить главный сетевой выключатель;
— установить правильную температуру сварки на регуляторе (согласно требованиям к свариваемому материалу труб);
— начать работу после достижения зеркалом заданной температуры сварки (индикатор на сварочном аппарате).
Основные требования при стыковой сварке
— свариваемые трубы необходимо надежно закрепить в зажимных устройствах стыковой машины. Концы труб должны выступать в месте зажима приблизительно на 2 см при сварке труб диаметром до 315 мм и на 4 см при сварке труб диаметром свыше 315 мм;
— при большой влажности, осадках, низкой температуре, сильном ветре и пыли производить сварку разрешается под тентом или в палатке на твердом ровном основании;
Толщина стенки свариваемых труб должна быть одинакова.
— необходимо обеспечить максимальную соосность труб, допустимое осевое смещение не должно превышать 10% от толщины стенки трубы. Используйте ролики для уменьшения сопротивления перемещения трубы;
— необходимо закрывать свободные торцы труб заглушками для предотвращения сквозняков внутри труб с целью поддержания температурного режима сварки;
— ежедневно перед началом работ необходимо протирать нагревательное зеркало в холодном состоянии. При возможности, сварить первый пробный стык для удаления с поверхности нагревателя микрочастиц и пыли;
— варить пробный стык также при переходе на новый диаметр трубы и после остывания нагревателя;
— протирать диски торцевателя перед работой;
— перед окончанием торцевания необходимо убедиться в том, что на обоих торцах труб образуется непрерывная кольцевая стружка материала;
— ставить торцеватель сразу после работы в бокс-подставку;
— убирать стружку с торцов труб и из шасси снизу при помощи неметаллической щетки. Запрещается убирать стружку руками;
— визуально проверять качество торцовки обоих торцов труб;
— по окончании визуального контроля торцевания и соосности труб необходимо незамедлительно приступать к сварке.
Техническое обслуживание сварочных аппаратов для сварки полиэтиленовых труб
Чистка
Прибор и устройство считывания штрихового кода следует регулярно очищать влажной тряпкой. Переднюю панель и фирменные таблички при сильном загрязнении можно чистить спиртом.
Ни в коем случае нельзя опрыскивать прибор, погружать в воду или продувать сжатым воздухом.
Контроль функционирования
Требуется проведение регулярного контроля, который должен осуществляться сервисной службой.
Проверка аппарата перед началом работы.
Перед началом работы следует проверить прибор на отсутствие повреждений и на безукоризненную работоспособность, которая соответствует предъявляемым требованиям. Все детали должны быть правильно смонтированы, чтобы гарантировать безупречную эксплуатацию прибора.
Защита аппарата
Защищать сетевой и сварочный кабели от острых кромок. Повреждённые кабели незамедлительно заменять с привлечением сервисной службы. Не подвергать прибор сильным механическим нагрузкам. Прибор имеет брызгозащищённое исполнение.
Повреждённый корпус или другие детали немедленно заменять или ремонтировать с привлечением сервисной службы.
Сварочные аппараты для раструбной сварки полипропиленовых труб
Данные аппараты и принадлежности для работы в цехе или на стройплощадке используются для сварки враструб труб и фитингов из полиэтилена (ПЭ), полипропилена (ПП), атактического полипропилена (АПП), поливинилдифторида (ПВДФ) и полибутена (ПБ), предназначенных для транспортировки жидкостей под давлением. При помощи нагревательного элемента и калиброванных нагревательных насадок — муфт и дорнов — с антиадгезионным покрытием можно изготавливать разнообразные сочленения, например, для установки в водопроводных, отопительных, канализационных системах, а также в промышленных трубопроводах для транспортировки кислот или воздуховодах.
Аппараты для сварки враструб рекомендуются для сварки труб и фитингов наружным диаметром до 40 мм, поскольку ручная сварка труб больших диаметров весьма проблематична. Однако некоторые модели данного оборудования могут при особой необходимости использоваться и для сварки труб больших диаметров.

Аппараты для ручной сварки враструб труб и фитингов в соответствии с действующими стандартами состоят из алюминиевого нагревательного элемента и практичной ненагревающейся рукоятки. Выпускаются со встроенным механическим термостатом (TF) и с настраиваемым электронным терморегулятором (TE); в соответствии с рабочими требованиями, нагревательные элементы выпускаются различных форм и диаметров.
Комплектация
— сварочный аппарат;
— вильчатая подставка;
— струбцина;
— универсальный гаечный ключ;
— штифтовой ключ для монтажа нагревательных насадок.
Машины для сварки в раструб
Машины с механическим приводом рекомендуются для сварки труб и фитингов наружным диаметром более 40 мм. Благодаря особой конфигурации, машины способны осуществлять безупречную центровку соединяемых труб и фитингов, что облегчает и ускоряет сварку.
Дополнительное оборудование, инструменты и принадлежности
2. Ножницы для резки пластмассовых труб (труборез)
Труборез для точной резки одной рукой труб из ПЭ, РЕ-Х, ПП, ПБ и ПВДФ.
Характеристики:
— мощный механизм для легкой резки толстостенных труб;
— широкая опора для точной резки;
— быстрый возврат ножа нажатием кнопки.
3. Устройство для резки пластмассовых труб и снятия фаски
Универсальный инструмент для абсолютно точной перпендикулярной резки и снятия фаски на тонко- и толстостенных трубах из ПВХ, ПЭ, ПП, ПЭ-Х, ПБ и ПВДФ, а также звукоизоляционных трубах.
Характеристики:
— резка без усилия и снятие фаски (15°) с наивысшей точностью за один рабочий ход;
— механизм крепления держателя с резцом делает возможным резку трубы под 90° без снятия фаски;
— зажим трубы регулируется плавно (важно при отклонении величины диаметра);
— пластмассовые вкладыши позволяют зажимать трубы меньших диаметров;
— вкладыши с выравнивающим пружинящим действием обеспечивают центральный зажим трубы;
— держатель с резцом с копирующей автоматикой (доп. принадлежности) обеспечивает равномерное снятие фаски по всей окружности трубы, даже на овальных трубах;
— универсальное крепление для дополнительных приспособлений.
Передавливатель
Инструмент для пережатия труб для перекрытия транспортируемого газа или воды в полиэтиленовых трубопроводах.